



Guide: Xinli SHF15-1.25-SCII circulating fluidized bed boiler was exported to Russia sunflower oil plant, providing steady steam for pressing, refining and deodorization with strong fuel adaptability and cold resistance.
I. Project Background: Stable Steam Demand for Sunflower Oil Plant in Russia
The customer is a large-scale sunflower oil processing enterprise in Russia, mainly engaged in sunflower seed pressing, refining, dewaxing and packaging. It supplies high-quality edible oil to Russia, Europe and Central Asian markets. The enterprise must comply with Russian food safety standards, industrial boiler emission regulations and environmental protection requirements. With capacity expansion, the customer’s old boiler system could not meet production demands, with three core pain points:
The old boiler had unstable steam pressure and insufficient evaporation capacity, failing to continuously supply stable steam for seed steaming, roasting, refining, deodorization and sterilization processes;
Traditional boilers had low efficiency, high fuel cost and poor environmental performance, which could not adapt to Russia’s strict emission standards;
Russia has long cold winter and harsh climate, requiring boilers with strong insulation, reliable low-temperature startup and continuous operation capacity.
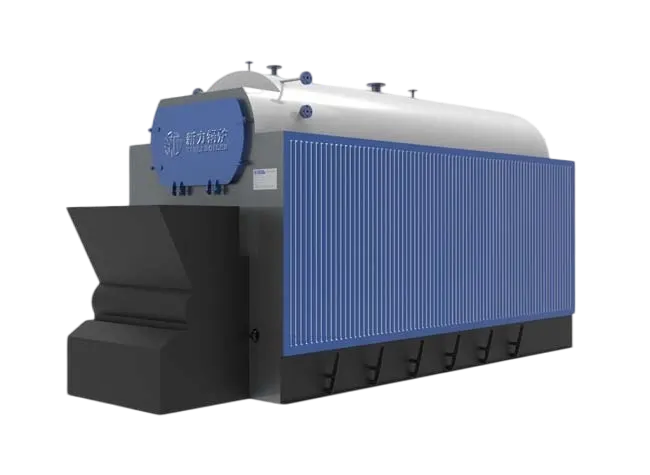
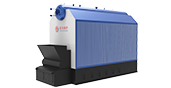
Xinli SHF15-1.25-SCII circulating fluidized bed (CFB) steam boiler features large evaporation, stable operation, strong fuel adaptability and excellent environmental performance. It is widely used in oil processing, food, grain and chemical industries. After technical communication and comparison, the customer chose this model to build a stable steam system for its sunflower oil production line.

II. Customized Solution: Core Advantages for Oil Processing & Russian Climate
Combined with sunflower oil processing technology, Russian severe cold climate and local fuel conditions, Xinli’s technical team optimized the SHF15-1.25-SCII CFB boiler for stable and efficient operation. Core highlights include:
Large Evaporation & Stable Steam Supply: Rated evaporation capacity of 15 tons per hour, rated pressure of 1.25MPa, stably outputting high-quality saturated steam to fully meet 24-hour continuous steam demand for seed steaming, roasting, refining, deodorization and CIP cleaning, with steady pressure and no fluctuation.
Excellent Fuel Adaptability: Optimized CFB furnace structure, suitable for coal, biomass, sunflower seed husk and mixed fuels, with full combustion and no coking or slagging, greatly reducing fuel cost.
High Thermal Efficiency & Energy Saving: Thermal efficiency ≥85%, with circulating combustion and waste heat recovery design, reducing fuel consumption by 15%-20% compared with traditional boilers.
Environmental Protection & Emission Compliance: Equipped with high-efficiency dust removal, desulfurization and low-nitrogen combustion system, flue gas emissions fully meet Russian industrial environmental standards.
Adapted to Severe Cold Environment: Strengthened heat preservation structure, reliable startup and operation at low temperature, anti-corrosion and anti-freezing design, ensuring stable running in long cold winter in Russia.
Safe & Intelligent Control: PLC automatic control system, with overpressure alarm, water shortage protection, interlock control and other safety devices, easy operation, low failure rate, supporting long-term continuous production.
Robust Structure & Long Service Life: High-strength furnace design, wear-resistant and high-temperature resistant materials, suitable for heavy-duty and long-period operation in oil plants.
More information on LinkedIn:https://www.linkedin.com/feed/update/urn:li:activity:7445367645371273216